本章目的:设计出符合钻削工艺的零件
1.钻削件设计准则
1.1 转削成本太高,可以考虑一级工艺直接成形
钻削加工孔的方式的优点在于可以提供精密的尺寸,但是相对其他孔加工方式,钻削加工成本较高,因此需考虑使用其他加工方式代替钻削加工,例如通过压铸直接成型所需的孔,而不是通过二次钻削加工成型。
1.2 对于大孔,可预铸孔
若不能直接一级工艺成形,对于大孔,可以在毛坯上预先铸造一个孔,再通过扩孔获得设计所需的孔,这样可以节省材料和钻孔加工成本。
1.3 钻削孔应当是标准孔
钻削孔应当是标准孔,非标准的孔会需要使用非标准的刀具,这会带来额外的刀具制造成本、采购成本和库存成本等。
1.4 减少零件中各种孔的种类
减少零件中各种孔的种类,以减少换刀时间。
1.5 通孔比不通孔好
通孔比不通孔好,加工不通孔时产生的切屑难处理;扩孔和攻螺纹等工序在通孔上也比较容易进行。
1.6 孔的直径应大于3mm
孔的直径应大于3mm,孔太小,刀具容易断裂,特别是大批量生产时。
1.7 小而深的孔应当避免:长径比≤3,或使用阶梯孔
小而深的孔应当避免,如图6-46所示。过深容易造成钻头断裂,切屑的移除也很困难。孔深与孔直径比例应不大于3.避免深孔的一个方法是使用阶梯孔。不通孔需要额外增加25%孔深以为切屑提供存储空间。

1.8 减少零件中孔的方向
减少零件中孔的方向,以减少换刀次数。
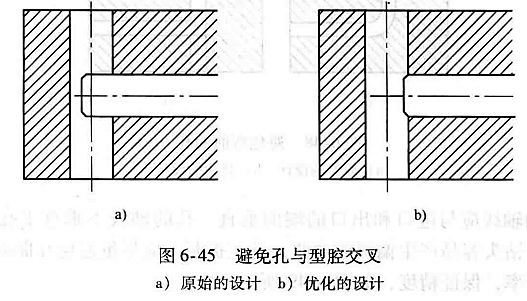
1.9 避免孔与型腔交叉
如果交叉不可避免,孔的中心应该在型腔之外,如图6-45所示。
1.10 零件图标注时,平面上的多个孔应该有共同的基准
1.11 零件边缘钻孔,确保零件75%的孔在零件边缘内
在零件边缘钻孔时,避免孔的大部分都在零件之外,否则这容易造成钻头断裂,确保75%的孔在零件边缘之内,如图6-47所示。

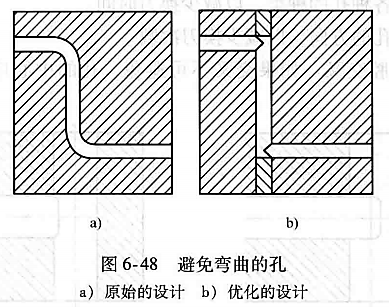
1.12 避免弯曲的孔
弯曲的孔无法加工,如图6-48所示,弯曲的孔可优化为三个直孔的组合。
1.13 孔的轴线应与进口和出口的端面垂直
孔的轴线不垂直于孔的进口或出口的端面时,钻头容易产生偏斜或弯曲,甚至折断,应尽量避免在曲面或斜壁上钻孔,提高生产率,保证精度,如图6-49所示。
