本章目的:设计符合车削加工工艺的零件
1.车削件设计准则
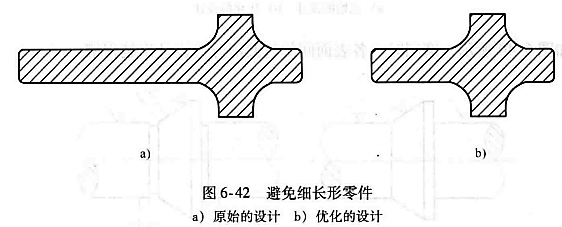
1.1 车削怕细长,应避免细长件(长径比≤8)
细长型的零件在车削时需要使用尾架支撑。如果没有支撑,零件可能会变弯,在夹具中偏离正确位置。另外,这会造成零件在三爪卡盘中松动,造成伤害或事故。车削件应当避免细长形的设计,车削件应当短而粗,零件长度与最小直径比应不大于8,如图6-42所示。
1.2 使用卡盘固定的毛坯圆柱形表面应当没有分型线
否则飞边会带来夹紧不稳和加工精度问题。
1.3 避免车削零件的焊接、分型线和飞边区域,以提高刀具寿命
1.4 避免车削加工处尖角
如图6-43所示
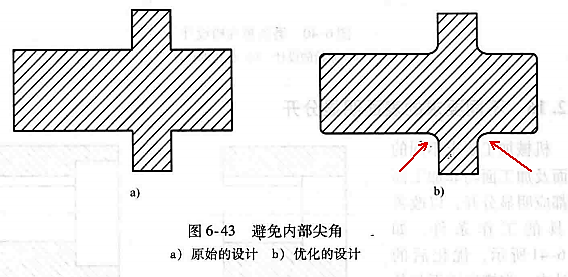
圆角越大越好,零件加工处的圆角应与刀具的圆角一致,圆角越大,刀具越不容易折断,寿命越高。
1.5 盲孔底部增加预制钻孔
如果孔很大的情况下,就需要使用小的钻头钻个孔做个引导,也是为了减小大钻头的阻力。
若是精度要求严,也需要先用钻头钻个小孔,然后再铣刀进去干。
如图6-44所示,
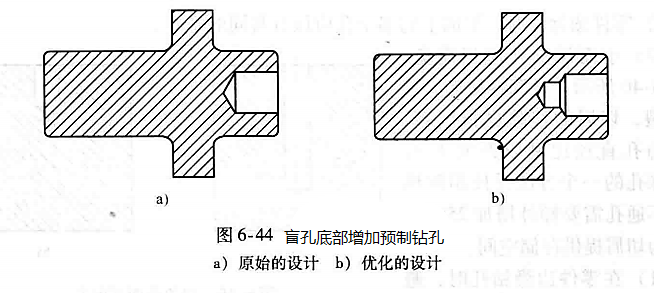
预制钻孔会简化后续工序,例如镗孔、铰孔和研磨,降低成本。
2.车削件设计DFM表格
如下,在总章分享中有。