本章目的:各种钣金件工艺了解,DFM-钣金件的设计准则是依据哪种工艺。
1.钣金概念
随着钣金的应用越来越广泛,钣金件的设计变成了产品开发过程中很重要的一环,产品设计工程师必须熟练掌握钣金件的设计技巧,使得设计的钣金既满足产品的功能和外观等要求,又能使得冲压模具制造简单、成本低。

2.各种钣金件的制造工艺简介
接下来我们通过相关动图看看他们是如何被加工的!
作者相信,这些动图是十分有利于学习DFM的。当然最好去现场看看。
2.1 钣金冲压(Stamping)
冲压(也称为压制)是将坯料或卷材形式的平板金属放入冲压机的过程,在冲压机中,工具和模具表面将金属制成网状。冲压包括各种钣金成型制造工艺,例如使用机器压力机或冲压机的冲孔,落料,压花,弯曲,翻边和压印。
这可以是单阶段操作,其中压力机的每个行程都会在钣金零件上产生所需的形状,或者可以通过一系列阶段进行。该过程通常在钣金上进行,但也可以用于其他材料,例如聚苯乙烯。通常级进模冲压,是从钢卷,卷轴进给,以将卷材退绕到矫直机以矫平卷材,然后进料到进料器中,进料器将材料推入压机并以预定的进料长度进给。根据零件的复杂程度,可以确定模具中的工位数量。
冲压通常在冷金属板上进行。有关热金属成形操作,请参见锻造。
这是钣金件最常用的制造方式。

2.2 折弯成型(Press brake forming)
折弯是用于生产长而薄的钣金零件的一种弯曲形式。折弯的金属的机器被称为折弯机。机器的下部包含一个称为模具的V形凹槽。机器的上部包含一个冲头,可将金属板向下压入V形模具中,从而使其弯曲。
折弯包含很多方式,但是最常见的现代方法是“空气弯曲”"air bending"。在此,模具的角度要比所需的弯曲角度更尖锐,并且上部工具的行程受到精确控制,以将金属向下推所需的量以使其弯曲90度。通常,通用机器的可用弯曲力约为每米长度25吨。下模具的开口宽度通常是要弯曲的金属厚度的8到10倍(例如,在40毫米的模具中可以弯曲5毫米的材料)。金属中形成的折弯的内半径不是由上工具的半径决定的,而是由下模具的宽度决定的。通常,内半径等于成型过程中使用的V宽度的1/6。


2.3 冲孔(Punching)
冲孔是一种成形过程,使用冲压机将称为冲头的工具压过工件,以通过剪切产生孔。
冲孔适用于多种片状材料,包括金属片,纸张,硫化纤维和某些形式的塑料片。打孔器通常将工件压入模具。在此过程中,来自孔的废料块会沉积到模具中。取决于要打孔的材料,该段塞可以回收再利用或丢弃。
大多数冲孔机是机械操作的,但是简单的冲孔机通常是手动的。该机械压力机的主要组件是机架,马达,撞锤,模座,垫枕和底座。冲头安装在撞锤上,模具安装在垫板上。随着工件前进到下一个孔,废料掉落下来。
工业上最常见的是大型计算机控制的冲床,称为CNC。这些最常见的是“炮塔”或“轨道”品种。转塔式冲床将冲头及其相应的模具容纳在旋转的转位转塔中,而滑轨式冲头将工具存储在后轨上,而不影响工件。这些机器使用液压和气动动力,以足够的力挤压形状,以剪切金属。



冲孔的特点是:
- 这是在中等或较高制造水平的带材或金属薄板上开孔的最经济有效的方法。
- 它能够创建多个形状的孔。
- 冲头和冲模通常由常规工具钢或硬质合金制成
- 它会产生抛光区域翻转,并在所得孔的侧壁上造成模头断裂。
- 这是一个快速的过程。
2.4 铜管弯曲(Tube bending)
弯管是用于永久性地形成管道或管材的任何金属成形工艺。
弯管可以是成型绑定的,也可以使用自由弯曲的程序,并且可以使用热支撑或冷成型的程序。
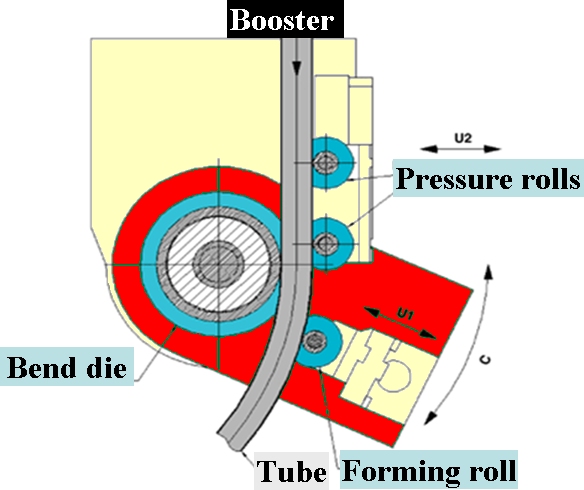
三辊推弯(TRPB)是最常用的自由弯曲工艺,用于制造由几条平面弯曲曲线组成的弯曲几何形状。
该过程非常灵活,因为使用独特的工具集,可以获得几个弯曲半径值Rm,尽管该过程的几何精度无法与旋转拉伸弯曲相媲美。
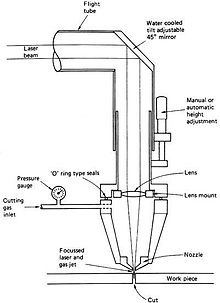
2.5 激光切割(Laser cutting)
钣金可以用各种方式切割,从称为锡剪的手动工具到非常大的电动剪子。随着技术的进步,钣金切割已转向计算机进行精确切割。许多钣金切割操作都是基于计算机数控(CNC)激光切割或多工具CNC冲床。
CNC激光是承载激光束的透镜组件并在金属表面上移动。氧气,氮气或空气通过激光束从同一喷嘴进入。金属被激光束加热并燃烧,从而切割金属板。边缘的质量是镜面光滑的,并且可以获得约0.1毫米(0.0039英寸)的精度。在1.2毫米(0.047英寸)薄板上的切割速度可以达到每分钟25 m(82英尺)。大多数激光切割系统都使用基于CO2的激光源,其波长约为10 µm。一些较新的系统使用基于YAG的激光器,其波长约为1 µm。



3.钣金件的DFM
依据依据钣金件工艺的不同,DFM需要遵循对应的设计准则,这点才是麻烦的地方!
也就是说,DFM-钣金件设计,必须分类!
分成:
1)DFM钣金-冲压件设计;
2)DFM钣金-折弯机件设计;
3)DFM钣金-弯管件设计;
4)DFM钣金-激光切割件设计;
……
如上图所示,我们也知道,模具冲压和折弯机冲压是有很大不同的。
所以设计时一定要分清楚,你手头上的这种钣金件是什么工艺制造的。
钣金的制造方式委实太多,但每种方式都对设计有约束。所以好的钣金件的设计需要灵活运用各种方式配合,但又需要理解各种制造方式的DFM,这就靠个人本事了。
还有,写这篇文章的时候,作者的感想之一是wiki百科上写的真不错,快赶上专业的书籍了,大家可以多看看。
http://wikipedia.moesalih.com/Sheet_metal