本章目的:详细对注塑参数分解,掌握参数原理。
1 注塑工艺对产品质量的影响
注塑工艺参数主要包括烘料温度及时间、注射量、计量行程(预塑行程)、余料量、防延量、螺杆转速、背压、注射速度、注射速度及压力、保压压力及时间、料筒温度、模具温度、冷却时间、开合模速度及压力、顶出速度、气辅吹气压力及时间等。
1.1 烘料温度及时间
因大部分塑胶材料都具有吸湿性,放置于空气中会吸入少量的水分,当胶料中含有的水分量高于一定程度会出现注塑加工质量缺陷,如银丝纹、气泡、脆裂、机械性能降低等缺陷。故在注塑前需要对胶料进行干燥,一般材料供应商都会给出烘料温度和时间的推荐值。但干燥时间不可过长,否则塑胶的可塑性变差,将导致材料脆化。而一些吸水性强的材料如PA、PBT、PET、PEI和PSU等,建议采用除湿干燥机进行干燥。而一些吸湿性低的材料如PP、PE、PVC、POM等材料,如果使用密封袋未开封或一直存储在干燥环境下,可以不用干燥。
|
塑胶材料 |
允许含水量(%) |
干燥温度℃ |
干燥时间H |
干燥限时H |
|
PC |
0.02 |
90~120 |
2~4 |
48 |
|
PA |
0.04~0.08 |
85~120 |
2~4 |
|
|
PC/ABS |
0.04 |
80~110 |
2~4 |
8 |
|
ABS |
0.1 |
70~90 |
2~4 |
8 |
|
PMMA |
|
80~90 |
2~4 |
|
|
PET |
0.02 |
120~165 |
4 |
|
|
PBT |
0.03 |
150 |
2~4 |
|
|
PPS |
0.02 |
120~150 |
4~8 |
|
|
PSU |
0.05 |
130~150 |
4 |
|
|
PPSU |
|
150~170 |
4~8 |
|
|
PEEK |
|
150~180 |
2~3 |
|
|
PEI |
0.02 |
150 |
4 |
|
|
TPU |
|
100 |
3 |
|
|
POM |
如果存储在干燥环境中,通常不需要干燥 |
|||
|
PE |
如果存储在干燥环境中,通常不需要干燥 |
|||
|
PP |
如果存储在干燥环境中,通常不需要干燥 |
|||
|
PS |
如果存储在干燥环境中,通常不需要干燥 |
|||
|
PVC |
如果存储在干燥环境中,通常不需要干燥 |
|||
图表1 烘干温度及时间表
1.2 注射量
其反映注塑机的加工能力的大小,标志着所能生产的塑胶制品最大重量。注射量计算公式如下:
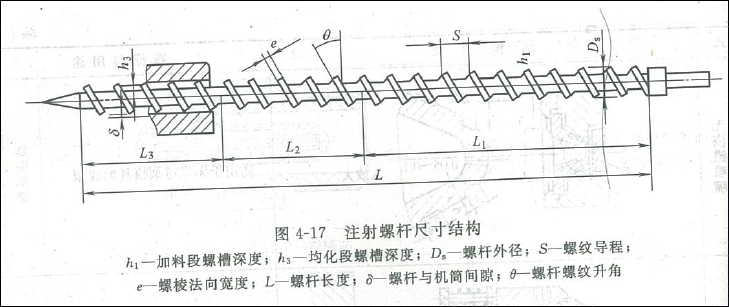
图表2 螺杆尺寸结构图
一般选择注塑机时,必须考虑所需射胶量需在机台最大理论射胶量的30%~80%以内。
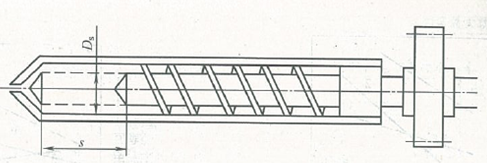
图表3 注射量与螺杆注射形成的关系
1.3 计量行程(预塑行程)
每次注射指令终止后,螺杆是处在料筒的最前端,当预塑指令下达时,螺杆开始旋转,物料被输送到螺杆头部,螺杆在胶料的反压力作用下后退,直至碰到限位开关为止,该过程称计量过程或预塑过程,螺杆后退的距离称计量行程或预塑行程。因此,胶料在螺杆头部所占有的容积就是螺杆后退所形成的计量容积,其计量行程就是注射行程。计量行程的重复精度的高低会影响注射量的波动。
1.4 余料量
螺杆注射完成之后,并不能把螺杆头部的熔料全部注射出去,还需要存留一些,形成一个余料量。这样,一方面可防止螺杆头部和射嘴接触发生机械碰撞事故;另一方面可通过此余料垫来控制注射量的重复精度,达到稳定注塑制品质量的目的(余料量过小,则达不到缓冲的目的,过大会使余料累积过多)。一般余料量设定为1.5~2.5mm报警。
1.5 防延量(松退)
防延量是指螺杆计量(预塑)到位后,又直线后退一段距离,使计量室中熔体内压下降,防止熔体从计量室向外流出(通过射嘴或间隙)。防流延还有另外一个目的就是降低射嘴流道系统的压力,减少内应力;并在开模时容易抽出料杆。防延量的设置要视塑胶的黏度和制品的情况而定,过大的防延量会使计量室中的熔料夹杂气泡,严重影响制品质量,对黏度大的物料可不设防延量。防延量一般设定为螺杆后退行程的1~2%。
1.6 螺杆转速
螺杆转速影响注塑物料在螺杆中输送和塑化的热历程和剪切效应,是影响塑化能力、塑化质量和成型周期等因素的重要参数。随螺杆转速的提高,塑化能力提高、熔体温度及熔体温度的均匀性提高。
螺杆转速的设定是根据螺杆直径而确定的,每种塑胶材料都会有最大O.D(外径)线速度值,常用单位m/s表示,换算成螺杆转速范围一般为30~120RPM,具体线速度最大值见下图表31。对于不同的塑胶材料,材料提供商都会在规格数中推荐螺杆转速设定值。一般对于小螺杆,因为螺槽深度比较浅,胶料吸收热量快,足够促使胶料在压缩段软化,另外螺杆与料筒间的摩擦热小,故可以采用较高的转速;对于大螺杆,反之,不易采用高转速避免塑化不均匀,造成过大的摩擦热。
对热敏性塑胶(如PVC、POM等),应采用低螺杆转速,以防物料分解;对熔体黏度较高的塑胶(如如PC、PSF、PPO等),也应采用低螺杆转速。
1.7 背压
螺杆在螺杆转动后退的塑化过程中所受到的熔体对其施加的反作用力称背压或塑化压力,其大小可通过液压系统中的溢流阀来调节。预塑时,只有螺杆头部的熔体压力大于油缸的阻力后,螺杆才能后退。
1.8 注射压力
注射压力是指螺杆对料筒中胶料所施加的压力。注射压力的作用是克服塑胶熔体从料筒流向模具型腔的流动阻力,给予熔体一定的充模速度及对熔体进行压实、补缩。注射压力对塑胶制品的取向程度、料流长度、制品质量及缩水率都有很大的影响。同时注射压力受到塑胶特性、制品和模具的结构及其它工艺参数等的影响。
注射压力在一定程度上决定了塑胶的充模速率,并影响制品的质量。
1.9 注射速度:
注射速度是指螺杆往前推进的速度,单位:mm/s。通常调机都采用多级注塑,即分段设定注射速度,以达到模具腔体各部分用不同走胶速度来控制产品质量。
1.10 注射时间
为得到密度均匀和尺寸稳定的制品,必须在短时间内快速将胶料充满模腔。注射速率与螺杆推进速度(即注射速度)成正比,与注射时间成反比。目前对注射速率的要求,不仅要求数值要高,而且要求在注射过程中可以进行分级注射,以便根据使用的材料特性和制品特点,对胶料充填过程的流动状态实现可靠、有效的控制。
1.11 保压压力
保压是指在模腔充满后,对模内熔体进行压实、补缩的过程。处于该阶段的注射压力称为保压压力。
实际生产中,保压压力的设定,可与注射压力相等,一般稍低于注射压力。当保压压力较高时,制品的收缩率减小,表面光洁度、密度增加,熔接痕强度提高,制品尺寸稳定。缺点是:脱模时制品中的残余应力较大、易产生溢边。
1.12 保压时间
保压时间就是对型腔内塑胶的压实、补缩时间,在整个注射时间内所占的比例较大;而形状简单的制品,保压时间也可很短。在浇口处熔体冻结之前,保压时间的长短,对制品的质量有较大影响。若保压时间短,则制品的密度低、尺寸偏小、易出现缩孔;而保压时间长,则制品的内应力大、强度低、脱模困难。此外,保压时间还与料温、模温、主流道及浇口尺寸等到有关。如果工艺参数正常、浇注系统设计合理,通常以制品的收缩率波动范围最小时的时间即为最佳保压时间。确定保压时间时要考虑的因素有:塑胶的品种与性能;制品与模具等条件;其它注塑工艺条件,如温度、背压、注射压力、注射速率、螺杆转速等工艺参数。
1.13 料筒温度
料筒温度是指料筒表面的加热温度。料筒一般分三段加热,从料斗到射嘴前依次由低到高,使塑胶材料逐步熔融、塑化。第一段为加料段,温度要低一些、料斗座还需用冷却水冷却,以防止物料“架桥”并保证较高的输送效率;第二段为压缩段,是胶料处于压缩状态并逐渐熔融,该段温度设定一般比所用塑胶的熔点或粘流化温度高出20~25℃;第三段为计量段,物料在该段处于熔融状态,在预塑终止后形成计量室,储存塑化好的物料,该段温度设定一般要比第二段高出20~25℃。以保证物料处于熔融状态。
1.14 射嘴温度
射嘴具有加速熔体流动、保持熔体温度作用。在注塑过程中,射嘴与模具直接接触,会使射嘴温度很快下降,导致熔料在射嘴处冷凝而堵塞射嘴孔或模具的浇注系统、而且冷凝料注入模具后也会影响制品的表面质量及性能,故需控制射嘴温度。
1.15 模具温度
模具温度是指与制品接触的模腔表面温度。对热塑性塑胶熔体来说都是冷却过程,因为模具温度的恒定值低于塑胶的Tg或低于热变形温度(HDT),只有这样,才能使塑胶定型并有利于脱模。
模具温度的高低主要取决于塑胶特性(是否结晶)、制品的结构尺寸、制品的性能要求及其它工艺参数(如熔体的温度、注射压力、注射速率、成型周期等)。
1.16 开合模速度及压力
锁模速度一般需要设定两个开模和合模速度,模具一般是先快速合模,在前后模接触前低速合模,避免损坏模具。
锁模力设点:低压使前后模靠到一起,以起到低压保护模具压模;再用高压锁模。
1.17 顶出力及速度
当制品从模具上脱模时,需要一定的外力来克服制品与模具的附着力,该外力即为顶出力。顶出力太小,制品不能从模具上脱下;顶出力太大,会使制品产生翘曲变形,甚至会顶坏制品。
此外,顶出速度和顶出行程也同样影响顶出过程。顶出速度快,制品易翘曲变形和损坏;顶出行程短。制品不易脱下。